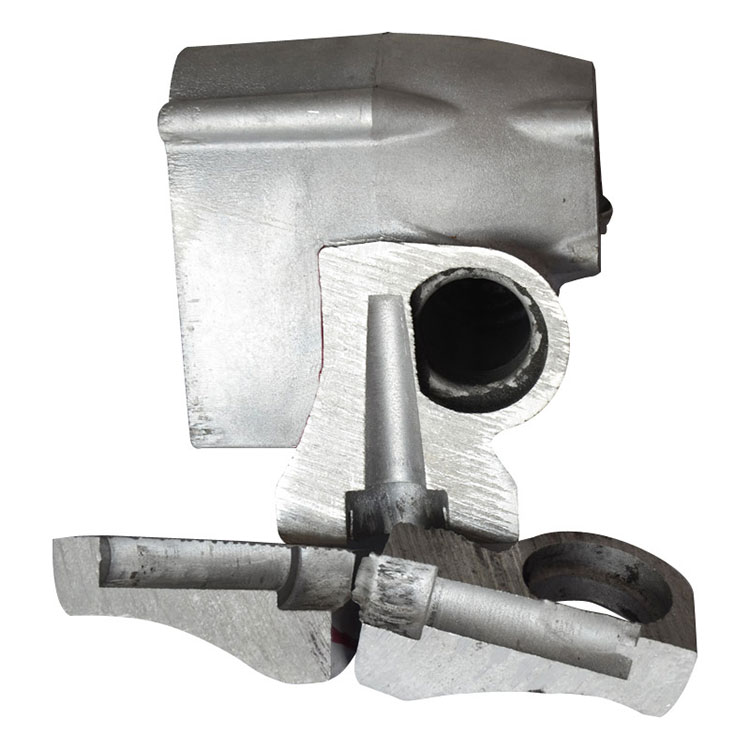
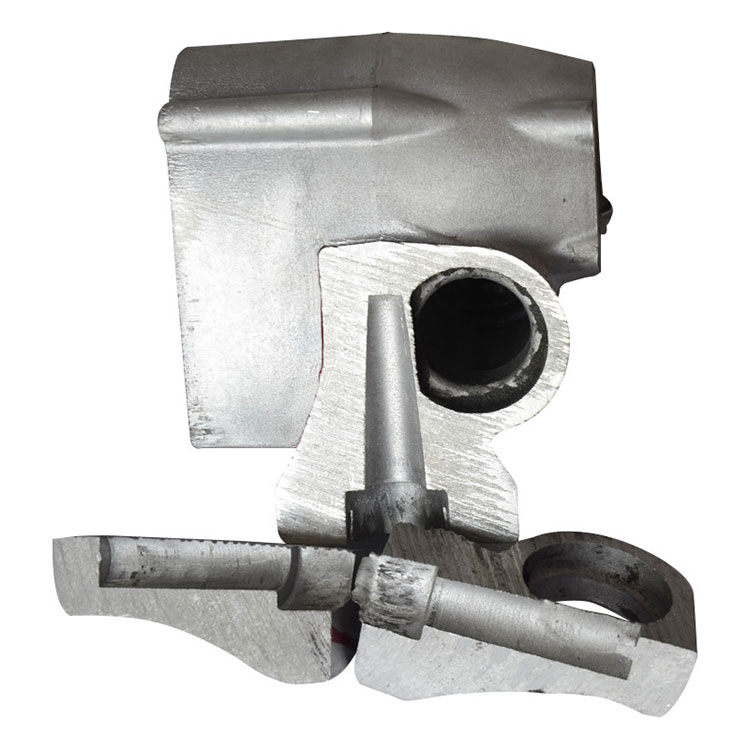
1) Vedeliku läbitungimise testimine
( alumiiniumivalu)Vedeliku läbitungimise testimine
(alumiiniumivalu)kasutatakse erinevate valandite pinnal esinevate avanemisdefektide kontrollimiseks, nagu pinnapraod, pinnaaugud ja muud palja silmaga raskesti leitavad defektid. Tavaliselt kasutatav läbitungimiskatse on värvide testimine, mis seisneb suure läbilaskvusega värvilise (üldiselt punase) vedeliku (läbitungiva) valupinna märjaks või pihustamiseks, läbitungimisaine imbumiseks avause defektidesse, pinna läbitungivkihi kiireks mahapühkimiseks ja seejärel pihustage kergesti kuivavat kuvamisvahendit (tuntud ka kui ilmutit) valupinnale. Pärast avause defekti jäänud läbitungimisaine välja imemist värvitakse kuvamisaine nii, et see kajastaks defekti kuju, suurust ja jaotust. . Tuleb märkida, et läbitungimiskatse täpsus väheneb testitava materjali pinnakareduse suurenedes, st mida heledam on pind, seda parem on tuvastamise efekt. Veskiga poleeritud pind on kõrgeima tuvastamistäpsusega ning tuvastatavad on isegi teradevahelised praod. Lisaks värvide tuvastamisele on fluorestseeruva läbitungimise tuvastamine ka tavaline vedeliku läbitungimise tuvastamise meetod. Kiirituse jälgimiseks peab see olema varustatud ultraviolettlambiga ja tuvastamise tundlikkus on kõrgem kui värvaine tuvastamisel.
2) Pöörisvoolu testimine
(alumiiniumivalu)Pöörisvoolu testimine
(alumiiniumivalu)on rakendatav defektide kontrollimiseks, mis on pinnast alla 6–7 mm sügavused. Pöörisvoolu testimine jaguneb kahte tüüpi: paigutusmähise meetod ja läbi mähise meetod. Kui katsekeha asetatakse vahelduvvooluga mähise lähedusse, võib katsekehasse sisenev vahelduv magnetväli kutsuda esile pöörisvoolu (pöörisvoolu), mis voolab katsekehas ergastava magnetväljaga risti. Pöörisvool tekitab magnetvälja, mis on vastupidine ergastuse magnetvälja suunale, vähendades osaliselt mähise algset magnetvälja, mille tulemuseks on pooli impedantsi muutumine. Kui valupinnal on defekte, moonutatakse pöörisvoolu elektrilisi omadusi, et tuvastada defektide olemasolu. Pöörisvoolu testimise peamine puudus on see, et see ei suuda otseselt kuvada tuvastatud defektide suurust ja kuju. Üldiselt saab see määrata ainult defektide pinnaasendi ja sügavuse. Lisaks ei ole selle tuvastamise tundlikkus tooriku pinnal esinevate väikeste avanemisdefektide suhtes nii tundlik kui läbitungimiskatse.